

Горячее тиснение фольгой — процесс переноса за счет давления и нагрева металлизированной или цветной пленки с промежуточной основы на оттиск. Горячее тиснение фольгой осуществляется нагретыми штампами. Между штампом и подлежащим тиснению материалом помещается фольга для тиснения — многокомпонентная система, включающая пленочную основу, разделительный слой, слой лака, слой металла или цветного пигмента. Штамп, воздействуя на фольгу, выборочно расплавляет разделительный слой и за счет давления переносит металлический или пигментный слой на оттиск.
Высокое качество фольги является одним из ключевых условий получения качественного оттиска. Основа фольги, обеспечивающая стабильность ее размеров, изготавливается из полиэфирной пленки. Разделительный слой связывает основу с окрашенным слоем и способен расплавляться под действием температуры штампа. Слой лака обеспечивает глянец тисненого металлизированного изображения и может придавать ему тот или иной цветовой оттенок. Слой цветного пигмента или мелкодисперсного металла (как правило, алюминия) определяет колориметрические и оптические свойства фольги. Он соединяется с запечатываемым материалом слоем термоадгезива, активируемого температурой штампа. Печатные свойства фольги зависят главным образом от свойств и толщины адгезионного слоя.
Ассортимент фольги для горячего тиснения исключительно широк — фольга может иметь традиционный металлический золотой или серебряный цвет, может быть цветной, может иметь различные текстуры (камня, кожи и т.п.), может быть глянцевой или матовой. Все большую популярность в отделке печатной продукции приобретает голографическая и перламутровая фольга. Основными характеристиками фольги, кроме ее цвета, являются механическая и химическая стойкость, светостойкость, кроющая способность. Выпускается фольга для работ разной сложности и для тиснения на различных материалах.
Горячее тиснение фольгой позволяет наносить металлизированное или цветное изображение на широкий спектр материалов, в том числе имеющих неровную поверхность. Единственное требование к запечатываемому материалу — стойкость к температуре штампа. К сожалению, этому требованию не отвечают многие полимерные пленки, поэтому нанесение на них изображения методом горячего тиснения фольгой невозможно.
При горячем тиснении фольгой возможно создание рельефного изображения за счет пластической деформации материала. Различают плоское и конгревное рельефное тиснение. В первом случае рельеф формируется только за счет воздействия штампа, во втором случае материал зажимается между штампом и матрицей (контрштампом). Плоское тиснение используется в основном при работе с толстыми материалами, например с переплетным картоном. Конгревное тиснение обеспечивает эффект рельефности на материалах любой толщины. При конгревном тиснении, в зависимости от конфигурации штампа, тисненые элементы могут лежать как в одной, так и в разных плоскостях.
Для придания оттискам запоминающегося вида и повышения степени их защиты от подделки в полиграфии используются так называемые радужные голограммы — микрорельефные изображения на фольге. Существующие радужные голограммы можно условно разделить на три типа:
- плоские (2D);
- содержащие несколько различных уровней, создающих эффект объема изображения (2D/3D);
- полностью объемные, трехмерные изображения (3D).
В последнее время разрабатываются всё новые оптические защитные элементы на базе фольги: цифровые голограммы, гелиограммы, Trustseal и т.п.
Голограммы для горячего тиснения имеют структуру, аналогичную структуре обычной фольги для горячего тиснения. Одно из основных требований при нанесении голограмм на оттиск — точное соблюдение приводки относительно запечатанного изображения, поэтому для их припрессовки используются специальные прессы со сложными системами контроля приводки.
Инструментами для горячего тиснения являются плоскорельефные клише и штампы, давящие элементы которых возвышаются над пробельными. Штампы для тиснения изготавливаются из цинка, магния, меди, латуни и стали. Выбор материала штампа определяется сложностью дизайна, величиной тиража и характеристиками материала, подлежащего тиснению.
Цинковые штампы наименее тиражестойкие. Магниевые штампы характеризуются низкой стоимостью и хорошо подходят для коротких тиражей — до 5 тыс. оттисков. Однако они не обеспечивают высокого разрешения и углы на оттиске будут воспроизводиться немного закругленными.
Медные штампы обеспечивают лучшее разрешение, чем магниевые, и имеют тиражестойкость от 50 до 100 тыс. оттисков. Они пригодны и для конгревного тиснения с небольшой глубиной рельефа.
Латунные штампы выдерживают тиражи свыше одного миллиона оттисков. Они позволяют воспроизводить графические элементы с резкими, четкими краями. Очень высокой тиражестойкостью характеризуются и стальные штампы.
Штампы изготавливаются методами травления или механически — фрезерованием и гравированием. Пробный оттиск со штампа получить достаточно легко — для этого, кроме самого штампа, требуется только образец фольги и материала, который будет тисниться.
Основными параметрами процесса тиснения являются давление тиснения и температура штампа.
Давление зависит от типа тиснения, вида изображения и характеристик материала, который подвергается тиснению. При тиснении фольгой давление должно обеспечить надежное закрепление красочного слоя фольги и получение четких очертаний графических элементов изображения при минимальной глубине тиснения. Требуемая глубина тиснения фольгой зависит от микронеровностей запечатываемой поверхности, ее плотности и жесткости материала, поэтому для тиснения шероховатых материалов требуется большее давление, чем для тиснения гладких материалов. Рельефное тиснение – конгрев требует требует существенно большего давления, чем плоское тиснение. Помимо этого увеличивать давление приходится при большой площади печатающих элементов штампа и при работе с твердыми материалами.
Нагрев штампа способствует облегчению пластической деформации материала и снижению давления тиснения. Поэтому при рельефном тиснении нагрев может быть максимально возможным, но естественно, не превышающим температуру плавления или горения материала. При горячем тиснении фольгой нагрев выбирается исходя из температуры, при которой происходит полное отделение красящего слоя от основы фольги.
Для горячего тиснения фольгой используются тигельные, плоскопечатные и ротационные прессы. Тигельные прессы для горячего тиснения различаются в зависимости от характера движения тигля, который может перемещаться как прямолинейно, так и совершать сложное движение — в одной фазе качательное, в другой — прямолинейное. Тигельные прессы для тиснения могут включаться в состав печатноотделочных линий или выполняться как операционные машины. Плоскопечатные прессы для горячего тиснения обычно строятся по стопцилиндровому принципу. Ротационные прессы отличаются наивысшей скоростью работы и вместе с тем требуют использования наиболее дорогих штампов. На практике для тиснения фольгой достаточно часто применяются переоборудованные машины высокой печати.
Холодное тиснение
Холодное тиснение — дешевый процесс, который позволяет улучшить оформление печатной продукции без значительного увеличения ее стоимости, помогая полиграфистам, не предоставлявшим ранее услуги тиснения, выходить на новый рынок. Еще недавно холодное тиснение фольгой имело репутацию перспективной, но сложной технологии, успешно внедрить которую удавалось лишь единицам. Сегодня, с разработкой новых клеев и специальной фольги, технология холодного тиснения стала доступной для внедрения во всех типографиях, располагающих печатноотделочными линиями.
Холодное тиснение фольгой является разновидностью ламинирования. В процессе холодного тиснения производится приклеивание к запечатываемому материалу металлизированного слоя специальной фольги. Процесс холодного тиснения включает следующие основные этапы:
- нанесение на запечатываемый материал клея;
- ламинирование материала фольгой;
- активация клея (сушка);
- деламенирование (разделение запечатываемого материала и фольги).
Клей наносится на полотно материала способами флексографской, высокой, трафаретной или офсетной печати. При ламинировании материала фольгой ее металлизированный слой переносится на покрытые клеем участки полотна, после чего производится деламинирование.
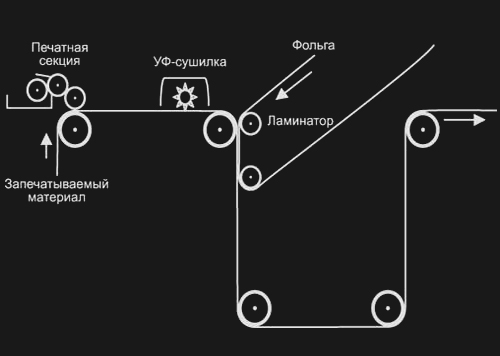
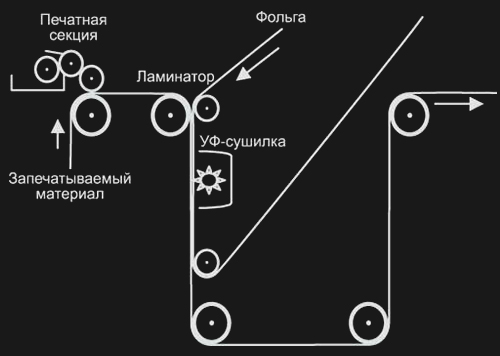
В настоящее время технология холодного тиснения реализована в двух вариантах: «сухом» и «мокром». При «сухом» тиснении активация (первичное отверждение) клея производится до припрессовки фольги, при «мокром» тиснении — после припрессовки фольги. Более перспективной считается «мокрая» технология, поскольку при «сухой» ламинации сложнее определить параметры сушки (клей легко недосушить или пересушить), а также существуют проблемы совместимости клеев и воднодисперсионных красок. Недостатком «мокрого» тиснения является высокое растискивание.
Достоинства холодного тиснения фольгой по сравнению с горячим тиснением обусловлены отсутствием необходимости использования нагретых штампов. Холодное тиснение характеризуется низкой стоимостью и малым временем изготовления инструментов (печатные формы значительно дешевле металлических штампов, время изготовления форм для разных способов печати составляет от нескольких минут до нескольких часов), возможностью нанесения металлизированного покрытия на термочувствительные материалы, например на полимерные пленки и ламинаты для туб, высокой скоростью процесса тиснения (отсутствуют потери времени на прогрев материала штампом), простотой и высокой точностью приводки изображения.
Недостатки холодного тиснения фольгой обусловлены главным образом особенностями взаимодействия клея и запечатываемого материала. Так, холодному тиснению не подлежат сильновпитывающие материалы, поскольку создать на их поверхности клеевую пленку требуемой толщины чрезвычайно сложно. Еще одним недостатком технологии является растискивание клея, ограничивающее разрешение тиснения.
При сравнении технологий следует принять во внимание, что с увеличением тиража стоимость оттиска, полученного методом горячего тиснения, уменьшается быстрее, чем стоимость оттиска изготовленного холодным тиснением. Это обусловлено тем, что при больших тиражах стоимость штампа для горячего тиснения составляет лишь незначительную часть общей стоимости заказа, в то время как расход клея при холодном тиснении прямо пропорционален тиражу.
Расходными материалами при холодном тиснении являются формные пластины, клей и фольга.
Наиболее часто клей наносится с фотополимерных форм в секциях флексографской и высокой печати. Для изготовления форм следует использовать пластины средней и высокой твердости (твердость определяется типом запечатываемого материала).
Для холодного тиснения фольгой обычно используются УФклеи. В устройствах «сухого» тиснения применяются УФклеи с катионным механизмом отверждения, в устройствах «мокрого» тиснения — УФклеи радикального отверждения. Клей для нанесения флексографским способом должен иметь вязкость 13001500 спз, для высокой печати — 50006000 спз.
Для без проблемного нанесения клея запечатываемый материал должен иметь поверхностное натяжение 3842 дин/см. Повышение поверхностного натяжения может осуществляться путем обработки полотна коронным разрядом или нанесения праймера.
Очень важным параметром является гладкость запечатываемого материала. Наилучшие результаты достигаются при работе с гладкими подложками, например с полимерными пленками или с бумагами с покрытием. Добиться хорошего качества тиснения на пористых, впитывающих клей материалах обычно чрезвычайно сложно. Облегчить работу с такими материалами поможет нанесение праймера. Важным требованием является чистота поверхности полотна — отсутствие на ней пыли и грязи.
При нанесении клея на красочный слой следует убедиться в их совместимости. Проблемы плохой адгезии часто возникают при «сухом» тиснении по водно дисперсионным краскам, поскольку они плохо совместимы с катионными Уф клеями. Улучшить адгезию клея к краске помогает праймер.
Фольга для холодного тиснения является многослойным материалом, состоящим из пленочной основы, разделительного слоя, слоя цветного лака, слоя мелкодисперсного металла или пигмента и адгезионного слоя. Разделительный слой толщиной 0,10,3 мкм скрепляет основу фольги с другими слоями и обеспечивает их разделение в процессе тиснения. Для этого его когезионная прочность должна быть меньше адгезии металлизированного слоя к клею. Адгезионный слой взаимодействует с клеем и обеспечивает прочное соединение металлизированного слоя фольги с запечатываемым материалом. Для создания оригинальных оптических эффектов и защиты печатной продукции от подделок может использоваться голографическая фольга, включающая дополнительный слой с голографическим изображением.
Фольга для «мокрого» тиснения должна пропускать УФизлучение, к фольге для «сухого» тиснения такого требования не предъявляется.
Устройство для холодного тиснения фольгой должно включать печатную секцию для нанесения клея, устройство проводки фольги, ламинатор и сушилку. При «сухом» тиснении сушилка должна располагаться между печатной секцией и ламинатором, при «мокром» — между ламинатором и точкой разделения полотен. Расстояния между печатной секцией, ламинатором, сушильным устройством и устройством разделения полотен оказывают влияние на качество тиснения. Их величина зависит от скорости движения полотна, которая может достигать 120 м/мин и выше.
Для стабилизации процесса тиснения путь полотна запечатываемого материала от печатной секции до валика, разделяющего полотна, следует стараться делать прямым. Чем больше поворотов делает полотно и чем с большим числом лентоведущих роликов контактирует, тем сложнее контролировать процесс тиснения.
Важным условием высокого качества тиснения является контроль натяжения полотен.
Ламинатор состоит из пары не имеющих собственного привода валиков, один из которых имеет твердую поверхность, другой — эластичную. Рекомендуемый диаметр валиков — 5080 мм. Твердость эластичной покрышки валика должна быть 8090є по Шору. Для качества тиснения очень большое значение имеет угол между полотнами перед их соединением. Считается, что он должен быть минимальным, но полотна не должны касаться друг друга, иначе между ними останутся пузырьки воздуха.
Мощность сушильного устройства во многом определяет скорость тиснения. При «мокром» тиснении УФсушилка должна иметь повышенную мощность (не менее 120 Вт/см), так как часть света поглощается фольгой. Следует использовать сушильные устройства с регулируемой мощностью.
Разделение полотен выполняется с использованием стального валика с гладкой поверхностью. Рекомендуемый диаметр валика — 50 мм . Фольга должна отделяться от запечатываемого материала под углом 90є.
В настоящее время все ведущие производители узкорулонных печатноотделочных линий оснащают свое оборудование устройствами для холодного тиснения фольгой. Разработаны и универсальные устройства, которые могут устанавливаться на машины различных производителей.
Холодное тиснение фольгой открывает перед типографиями возможности отделки материалов, которые раньше не могли металлизироваться фольгой. Благодаря отсутствию необходимости в изготовлении дорогостоящих штампов, а также легкости настройки оборудования, новая технология может потеснить позиции горячего тиснения фольгой в секторе малотиражной продукции. Дальнейшее развития холодного тиснения, вероятно, будет связано с совершенствованием и удешевлением клеев и фольги.

